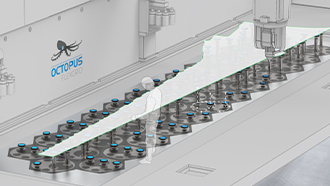
After the molding process, clamping devices / holding fixtures are an essential component of automated milling using a CNC machine. The fixture conforms to the component geometry and usually holds the workpiece using vacuum.
From custom-made hard tools to freely configurable universal clamping fixtures

We deliver to regulated and unregulated industries — the methodology remains the same: traceable design, validated manufacturing, documented handover.

MICADO SMART ENGINEERING GMBH
9903 Oberlienz 66, Austria
+43 4852 72850 · office@micado.at