
Universal Holding Fixtures
Universal holding fixtures do not hold the workpiece over its entire surface, but typically use round vacuum suction cups. These suction cups adapt actively or passively to the local curvature of the component. In addition, each individual suction cup is raised to the corresponding height by an actuator, at least in one dimension. This also replicates the surface of the part to be held, but only at typical grid intervals of 200 mm to 500 mm. A fixture of this type can be used for a family of parts and is therefore called “universal.”
Advantages of our Holding Fixtures
Active and passive solutions
Tailor-made table size and actuator positions
Sealed for wet machining
High stiffness for drilling and milling
Stroke lengths up to 2 m
Accuracy up to 0.1 mm
Multi-end-effector capabilities
Swivelling suction cups
Low maintenance due to high-quality components
Fast and simple actuator replacement
Active vs. Passive
Depending on the specific requirements and the underlying production process, a choice is made between active and passive universal clamping devices:
ACTIVE
fast and flexible
actuators with servo drive
BECKHOFF control with HMI

-
All actuators move synchronously, minimizing setup time
-
Retraction during milling to prevent collisions with the milling head
-
Use of actuators to actively pull or press the component into the desired shape
Comparison of conventional vs. universal
Comparison of conventional vs. universal
Schnell und flexibel | Aktuatoren mit Servo-Antrieb | BECKHOFF Steuerung mit HMI
-
Alle Aktuatoren fahren synchron und minimieren somit die Setup Zeit
-
Retracts während der Fräsbearbeitung zur Verhinderung von Kollisionen mit dem Fräskopf sind möglich
-
Verwendung der Aktuatoren um das Bauteil aktiv in die gewünschte Form zu ziehen oder drücken

-

Kosteneffizient und robust | Aktuatoren sind pneumatisch angetrieben | Steuerung mittels CNC-Maschine
-
Die Aktuatoren fahren sequentiell, da die Fräsmaschine die Endlage als Stopper definiert
-
Direkte Einbindung in die CNC Maschine ohne eigene Steuerung möglich
-
Kosteneffiziente Lösung
-
Sehr robust und zuverlässig auch in Umgebungen mit viel Wasser
-
Sehr hohe Genauigkeit
-
- Error: empty slot
- Error: empty slot
- Error: empty slot
Individual Actuator Positions
If the parts are known at the start of the project, the actuators can be perfectly adapted to their shape and requirements.
The result: fewer suction cups, maximum holding quality, and precise, collision-free positioning near the milling tool.
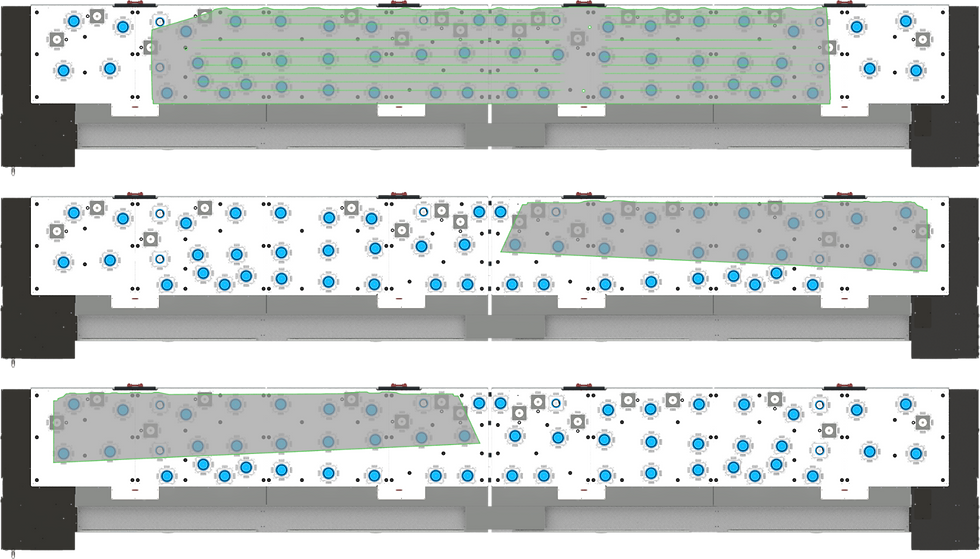
The high flexibility of the system enables even simple grid positions to be implemented quickly and efficiently.

Various End Effectors
In addition to round suction cups, an individual hard tool can be mounted at any position. This makes component positioning very easy and provides improved support in monolithic areas to prevent vibration.
MICADO VACUUM SUCTION CUP
freely movable in various sizes
HARD TOOL
for flat support and component alignment

MICADO VAKUUMSAUGER
freely movable in various sizes

HARD TOOL
for surface support and component alignment

